Integrated Assessment of MIG Welding Parameters on Carbon Steel using RSM Optimisation
DOI:
https://doi.org/10.37934/aram.111.1.1629Keywords:
MIG welding, RSM optimisation, JIS G3131 carbon steelAbstract
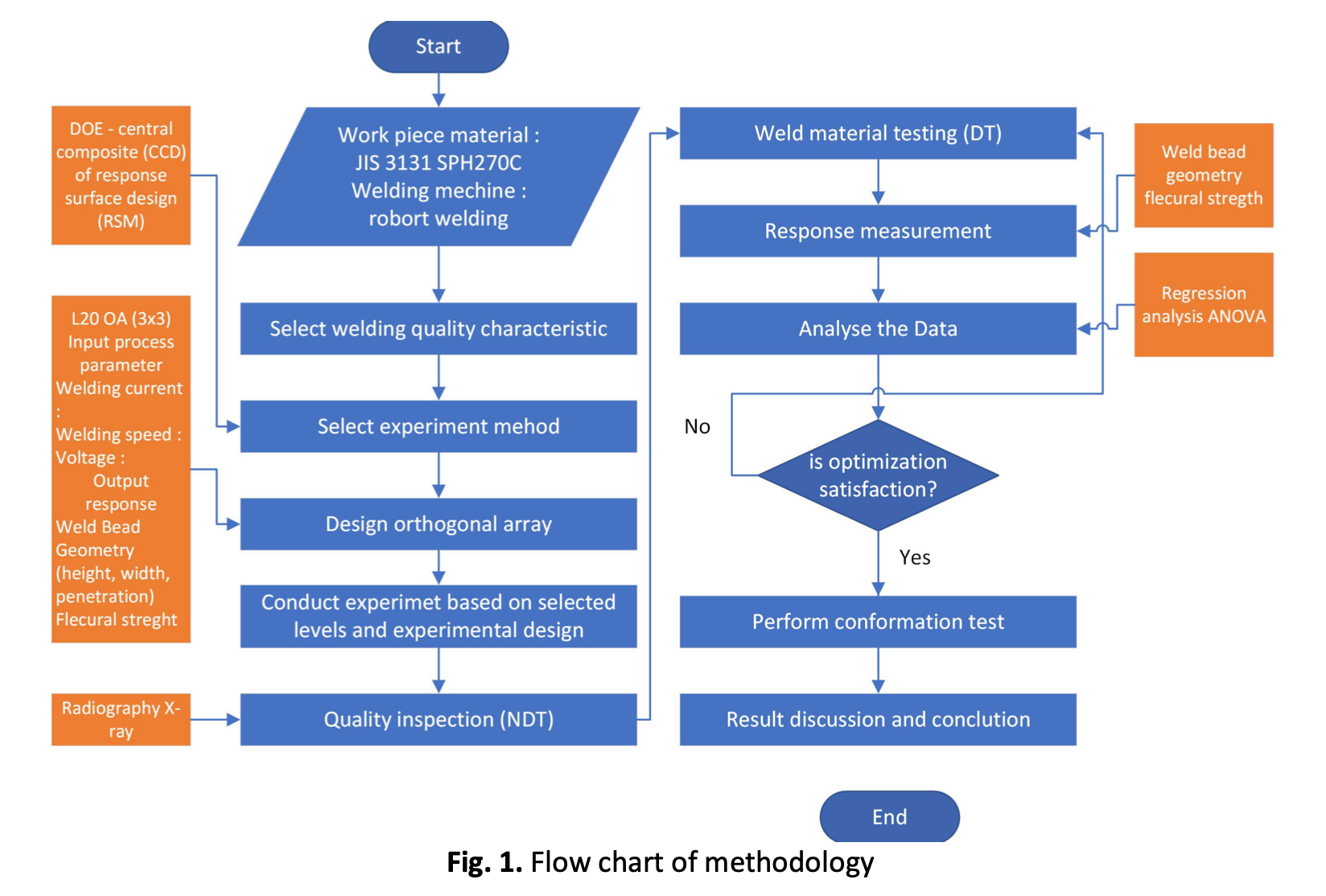
This study examined how parameter optimisation in MIG welding affects material properties, weld quality, flexural strength, and weld bead geometry using an experimental design. Structural testing reveals that weld pool imperfections, especially in welded joints, often lead to metal failure. Incorrect selection of welding parameters, material weldability, and metal forming contribute to defects and necessitate post-treatment. The study aims to minimize weld defects and maximize material strength in welded parts using a quadratic second-order regression model to predict optimal process parameters. The chosen JIS G3131 hot-rolled carbon steel material is commonly used in automotive parts, is cost-effective, and can be easily welded. The welding process is MIG buttweld according to AWS 1.1 standards. The tests match the RSM design's 3-by-3 orthogonal array. The process parameters are welding current, arc voltage, and welding speed. The responses are bead height, bead width, penetration, and flexural strength. NDT X-ray radiography detects flaws in weld pools. The welded connection's durability is determined with a three-point bending test. Experiments are conducted to find the best input parameters with 95% confidence. This study also uses an experimental design based on an orthogonal array and an analysis of variance (ANOVA). Contribution to factors and regression analysis. The predicted flexural strength was 903.1 MPa, with a 0.66% error compared to the experimental value of 897 MPa. Predicted values for weld penetration, bead width, and bead height are 3.01, 9.45, and 2.04. In the RT inspection test, the test sample with the optimum parameters had no defects in the welded joint. The optimal parameter values for the regression analysis of the RSM combination are 115, 20, and 18 for current, speed, and voltage. Confirmation tests for DT and NDT were performed to validate the optimal parameter settings. This research shows that optimizing process parameters for welded products improves weld geometry and flexural strength. This method is widely used and valuable in metal fabrication.
Downloads